
ອິດທິພົນຂອງສາມອົງປະກອບຕັດຕໍ່ປະສິດທິພາບຂອງເຄື່ອງຈັກ
ທຸກໆຄົນຮູ້ວ່າເມື່ອປັບປຸງປະສິດທິພາບຂອງເຄື່ອງຈັກ, ການເພີ່ມສາມອົງປະກອບຂອງການຕັດ (ຄວາມໄວຕັດ, ຄວາມເລິກຂອງການຕັດແລະອັດຕາການໃຫ້ອາຫານ) ແມ່ນວິທີທີ່ງ່າຍທີ່ສຸດແລະໂດຍກົງ. ເຖິງຢ່າງໃດກໍ່ຕາມ, ການປັບປຸງສາມອົງປະກອບຂອງການຕັດເຄື່ອງມືໂດຍທົ່ວໄປແມ່ນຖືກ ຈຳ ກັດໂດຍເງື່ອນໄຂການອອກແບບເຄື່ອງມືຂອງເຄື່ອງຈັກທີ່ມີຢູ່. ດັ່ງນັ້ນວິທີທີ່ລາຄາຖືກທີ່ສຸດແມ່ນການເລືອກວັດສະດຸເຄື່ອງມືທີ່ດີ.
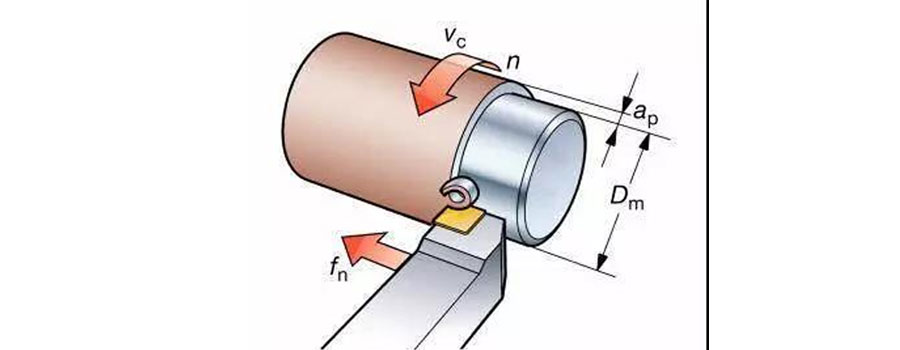
ກົດລະບຽບການ ກຳ ນົດຂອງສາມອົງປະກອບຂອງການຕັດ
ກຳ ນົດຄວາມເລິກຂອງມີດ, ຈຳ ນວນອາຫານແລະຄວາມໄວຕັດຕາມເສັ້ນ.
ຄວາມເລິກຂອງການຕັດ: ໂດຍທົ່ວໄປແມ່ນໄດ້ ກຳ ນົດໂດຍອີງຕາມການອະນຸຍາດເຄື່ອງຈັກ;
ອັດຕາການໃຫ້ອາຫານ: ອັດຕາອາຫານຂອງເຄື່ອງຈັກຫຍາບຖືກ ກຳ ນົດໂດຍພະລັງຂອງເຄື່ອງມືເຄື່ອງຈັກ, ແລະອັດຕາອາຫານ ສຳ ເລັດຮູບແມ່ນ ກຳ ນົດໂດຍຄວາມຫຍາບຂອງ ໜ້າ ດິນ;
ຄວາມໄວຕັດ: ຖືກ ກຳ ນົດໂດຍອີງຕາມວັດສະດຸຂອງເຄື່ອງມືແລະຄວາມໄວຂອງ spindle ຂອງເຄື່ອງມືເຄື່ອງ.
ຈາກທັດສະນະຂອງການປັບປຸງ ເຄື່ອງຈັກ cnc ປະສິດທິພາບ, ການເພີ່ມຄວາມເລິກຂອງການຕັດແມ່ນອາດຈະເປັນວິທີການທີ່ຄວນພິຈາລະນາ. ໜຶ່ງ ໃນເຫດຜົນທີ່ ສຳ ຄັນແມ່ນການທົດລອງໄດ້ສະແດງໃຫ້ເຫັນວ່າເມື່ອຄວາມເລິກຂອງການຕັດເທົ່າກັບອາຫານ 10 ເທົ່າ, ການເພີ່ມຄວາມເລິກຂອງການຕັດຈະມີຜົນກະທົບ ໜ້ອຍ ທີ່ສຸດຕໍ່ຄວາມທົນທານຂອງເຄື່ອງມື. ຖ້າຄວາມໄວຕັດເພີ່ມຂື້ນ, ການປ່ຽນແປງຄວາມໄວຕັດຈະເຮັດໃຫ້ຄວາມທົນທານຂອງເຄື່ອງມືປ່ຽນແປງໄດ້ເກືອບສອງເທົ່າຂອງຄວາມໄວ; ຖ້າອາຫານມີການປ່ຽນແປງ, ຄວາມທົນທານຂອງເຄື່ອງມືກໍ່ສາມາດປ່ຽນແປງໄດ້ຄືກັນ. ດັ່ງນັ້ນ, ເມື່ອອັນທີ່ເອີ້ນວ່າ "ຂະ ໜາດ ສຸດທິ" ບໍ່ສາມາດບັນລຸໄດ້ ສຳ ລັບຊ່ອງວ່າງຂອງຮູບແບບການຜະລິດມະຫາຊົນຂອງພວກເຮົາ, ການເພີ່ມຄວາມເລິກຂອງການຕັດແມ່ນທາງເລືອກ ໜຶ່ງ ທີ່ສາມາດບັນລຸວົງຈອນການຜະລິດທີ່ມີປະສິດຕິພາບສູງໂດຍບໍ່ໄດ້ເຮັດໃຫ້ຕົ້ນທຶນຂອງເຄື່ອງມືເພີ່ມຂື້ນຢ່າງຫຼວງຫຼາຍ.
ການຄັດເລືອກເຄື່ອງມື
ເຄື່ອງມືຜະລິດຕະພັນແກະສະຫຼັກແມ່ນເຄື່ອງມືຫຼັກໃນຕະຫຼາດເຄື່ອງມືໃນປະຈຸບັນ. ທຸກໆຄົນຄຸ້ນເຄີຍກັບເຄື່ອງມືນີ້. ທ່ານສາມາດດັດປັບສາມອົງປະກອບຕັດຂອງເຄື່ອງມືຜະລິດຕະພັນຊີມັງທີ່ຖືກຕ້ອງຕາມສະພາບຂອງສະຖານທີ່ປະມວນຜົນຕົວຈິງ, ເພື່ອເຮັດໃຫ້ຊີວິດຂອງເຄື່ອງມືແລະປະສິດທິພາບການປຸງແຕ່ງສູງສຸດ. ເຖິງຢ່າງໃດກໍ່ຕາມ, ໄນໂຕຣເຈນກ້ອນກ້ອນການພັດທະນາເຄື່ອງມືທີ່ໃຊ້ໃນ boron ແມ່ນບໍ່ໄດ້ຍາວນານ, ແລະປະຊາຊົນຫຼາຍຄົນກໍ່ບໍ່ເຄີຍແຕະເຄື່ອງມືດັ່ງກ່າວ. ເຖິງຢ່າງໃດກໍ່ຕາມ, ດ້ວຍການເກີດມີວັດສະດຸແຂງແລະວັດສະດຸທີ່ຍາກຕໍ່ເຄື່ອງຈັກ, ເຄື່ອງມືໄນໂຕຣເຈນ borr nitride ໄດ້ຄ່ອຍໆປາກົດຂື້ນໃນຂົງເຂດວິໄສທັດຂອງທຸກໆຄົນ. ແຕ່ວ່າຫຼາຍໆຄົນມັກຈະຄິດວ່າເຄື່ອງມືໄນເຕຣດອີນ nitride ກ້ອນແມ່ນ ຈຳ ກັດໃນຂະບວນການຕັດແລະ ສຳ ເລັດຄວາມໄວສູງ.
ໃນຄວາມເປັນຈິງ, ດ້ວຍການສືບຕໍ່ R&D ແລະການປະດິດສ້າງ ໃໝ່ ຂອງອຸດສາຫະ ກຳ ເຄື່ອງມືວັດສະດຸອຸປະກອນວັດສະດຸ superhard, cubic boron nitride ໄດ້ຖືກ ນຳ ໃຊ້ຢ່າງກວ້າງຂວາງໃນຂະບວນການເຄື່ອງຈັກຫຍາບແລະສະພາບການຕັດເປັນໄລຍະ. ການຄັດເລືອກເຄື່ອງມືສານເຄມີຄາບອນໄນເຕຣອນແມ່ນຄືກັນກັບເຄື່ອງມື carbide ຊີມັງ. ອີງຕາມເອກະສານຂອງ workpiece ທີ່ແຕກຕ່າງກັນ, ເຄື່ອງມືທີ່ແຕກຕ່າງກັນແລະໂຄງສ້າງຂອງເຄື່ອງມືໄດ້ຖືກຄັດເລືອກ.
ແຜ່ນໃບເຊື່ອມໂລຫະ boron nitride ແມ່ນຜະລິດໂດຍທົ່ວໄປແລ້ວ ສຳ ລັບຂັ້ນຕອນ ສຳ ເລັດຮູບ. ມັນມີພຽງແຕ່ສ່ວນຕັດຂອງວັດສະດຸ nitride boric cubic ເທົ່ານັ້ນ, ແລະມາຕຣິກເບື້ອງແມ່ນມາຕຣິກເບື້ອງ carbide ຊີມັງ. ຄວາມເລິກຂອງມີດແມ່ນຄວບຄຸມໄດ້ພາຍໃນຂະ ໜາດ 0.5 ມມ, ສະນັ້ນມັນສາມາດຖືກ ນຳ ໃຊ້ພຽງແຕ່ ສຳ ລັບຂັ້ນຕອນ ສຳ ເລັດຮູບ, ສຳ ລັບຜູ້ທີ່ມີຂອບຂະ ໜາດ ໃຫຍ່ແລະ ໜ້າ ປົກທີ່ບໍ່ສະ ໝໍ່າ ສະ ເໝີ, ເລືອກເອົາແຜ່ນໃບບອນ boron nitride. ຮ່າງກາຍທັງ ໝົດ ແມ່ນເຮັດດ້ວຍ boron nitride ກ້ອນ. ຄວາມເລິກຂອງການຕັດແມ່ນ 1-10mm, ແລະຊີວິດຂອງເຄື່ອງມືແມ່ນໂດຍທົ່ວໄປ 3 ຊົ່ວໂມງ / ຂອບຕັດ.
ດ້ວຍຄວາມຄືບ ໜ້າ ດ້ານການຄົ້ນຄວ້າຂອງເຄື່ອງມື boron nitride cubic ແລະຄວາມຕ້ອງການຕົວຈິງໃນການປະມວນຜົນ, ເຄື່ອງ ສຳ ເລັດຮູບຄວາມໄວສູງຕົ້ນສະບັບໄດ້ພັດທະນາໃຫ້ມີຄວາມຄ່ອງແຄ້ວ, ຫຍາບແລະເຄິ່ງ ສຳ ເລັດຮູບ, ແລະຍັງສາມາດ ນຳ ໃຊ້ເຄື່ອງມືເຄື່ອງ ທຳ ມະດາ; ຄ່າໃຊ້ຈ່າຍແມ່ນຍັງປະຫຍັດ.
ອ່ານເພີ່ມເຕີມ
ຂອບເຂດຂອງເຄື່ອງຈັກຂອງເຄື່ອງມື nitride boron cubic ແລະເຄື່ອງມື carbide ຊີມັງຫລອມຊ້ອນ. ຍົກຕົວຢ່າງ, ເຫຼັກຫລໍ່ສີຂີ້ເຖົ່າ, ເຄື່ອງມື carbide ຊີມັງແລະເຄື່ອງມືໄນໂຕຣເຈນ boron nitride ສາມາດປະມວນຜົນໄດ້ທັງ ໝົດ. ທ່ານສາມາດເລືອກວັດສະດຸເຄື່ອງມືທີ່ປະຫຍັດແລະປະຫຍັດກວ່າ, ຊີມັງປະສົມປະສານຕາມຄວາມຕ້ອງການຂອງວິສາຫະກິດ. ເນື່ອງຈາກຂໍ້ ຈຳ ກັດດ້ານການປະຕິບັດຂອງມັນເອງ, ຄວາມໄວສູງສຸດຂອງເສັ້ນທາງຂອງເຄື່ອງມືສາມາດບັນລຸໄດ້ 350m / ນາທີ, ໃນຂະນະທີ່ເຄື່ອງມື boron nitride cubic ສາມາດບັນລຸ 1500m / ນາທີ. ໃນເວລາດຽວກັນ, ຄວາມທົນທານຂອງເຄື່ອງມື boron nitride cubic ແມ່ນ 30-50 ເທົ່າຂອງເຄື່ອງມື carbide ຊີມັງປະຊຸມສະໄຫມ. 5-15 ເທື່ອຊີວິດຂອງເຄື່ອງມື carbide ຂັ້ນຕອນ.

ເຖິງຢ່າງໃດກໍ່ຕາມ, ບັນດາບໍລິສັດບໍ່ໄດ້ເລືອກເອົາເຄື່ອງມືທີ່ໃຊ້ໃນການຜະລິດທາດເຫຼັກ boron nitride ໂດຍປົກກະຕິ. ຫຼັງຈາກທີ່ທັງ ໝົດ, ລາຄາຂອງເຄື່ອງມືນ້ ຳ ມັນເຊື້ອໄຟ nitride ກ້ອນແມ່ນສູງກວ່າລາຄາຂອງເຄື່ອງມື carbide ຊີມັງ. ສະນັ້ນ, ຈຶ່ງແນະ ນຳ ໃຫ້ເລືອກຜະລິດຕະພັນມະຫາຊົນແລະຄວາມຕ້ອງການປະສິດທິພາບໃນການປຸງແຕ່ງສູງ. ສຳ ລັບເຄື່ອງມືຕັດທໍ່ boron nitride, ຖ້າປະສິດທິພາບໃນການປຸງແຕ່ງບໍ່ສູງແລະມີວຽກ ໜ້ອຍ, ມັນຈະມີປະຫຍັດແລະຄຸ້ມຄ່າໃນການເລືອກເຄື່ອງມືຕັດ carbide ຊີມັງ.
ກະລຸນາຮັກສາທີ່ມາແລະທີ່ຢູ່ຂອງບົດຂຽນນີ້ເພື່ອພິມຄືນ:ອິດທິພົນຂອງສາມອົງປະກອບຕັດຕໍ່ປະສິດທິພາບຂອງເຄື່ອງຈັກ
ມິນ ບໍລິສັດ Die Casting ແມ່ນອຸທິດຕົນໃນການຜະລິດແລະສະ ໜອງ ຄຸນນະພາບແລະປະສິດທິພາບສູງຂອງ Casting Casting (ສ່ວນເຫຼັກຫລໍ່ສ່ວນເກີນແມ່ນສ່ວນໃຫຍ່ປະກອບມີ) Thin-Wall Die ການຫລໍ່,ສະພາຮ້ອນ Die Casting,Cold Chamber Die ການຫລໍ່), ບໍລິການຮອບ (Die Casting Service,ເຄື່ອງຈັກຜະລິດເຄື່ອງຈັກ Cnc,ການເຮັດແມ່ພິມ, ການປິ່ນປົວພື້ນຜິວ). ການອອກແບບການຫລໍ່ຫລອມເຫລັກອະລູມີນຽມ, Magnesium ຫລື Zamak / ສັງກະສີແລະຄວາມຕ້ອງການຂອງການຫລໍ່ອື່ນໆແມ່ນຍິນດີທີ່ຈະຕິດຕໍ່ຫາພວກເຮົາ.

ພາຍໃຕ້ການຄວບຄຸມຂອງ ISO9001 ແລະ TS 16949, ຂະບວນການທັງ ໝົດ ແມ່ນ ດຳ ເນີນໂດຍຜ່ານເຄື່ອງຈັກຫລໍ່ຫລໍ່ແບບກ້າວ ໜ້າ ຫລາຍຮ້ອຍເຄື່ອງ, ເຄື່ອງ 5 ແກນ, ແລະສິ່ງ ອຳ ນວຍຄວາມສະດວກອື່ນໆ, ຕັ້ງແຕ່ blasters ຈົນເຖິງເຄື່ອງຊັກຜ້າ Ultra Sonic.Minghe ບໍ່ພຽງແຕ່ມີອຸປະກອນທີ່ກ້າວ ໜ້າ ເທົ່ານັ້ນແຕ່ຍັງມີມືອາຊີບ ທີມງານວິສະວະກອນ, ຜູ້ປະກອບການແລະຜູ້ກວດກາທີ່ມີປະສົບການເພື່ອເຮັດໃຫ້ການອອກແບບຂອງລູກຄ້າເປັນຈິງ.

ຜູ້ຜະລິດສັນຍາການສະແດງສາຍພານຕາຍ. ຄວາມສາມາດປະກອບມີອາລູມິນຽມສະພາການເສຍຊີວິດຊິ້ນສ່ວນຈາກ 0.15 lbs. ກັບ 6 lbs., ການປ່ຽນແປງທີ່ຕັ້ງຂຶ້ນໄວ, ແລະເຄື່ອງຈັກ. ການບໍລິການທີ່ມີມູນຄ່າເພີ່ມລວມທັງການຂັດ, ການສັ່ນສະເທືອນ, ການສໍ້ລາດບັງຫຼວງ, ການຍິງປືນ, ການແຕ້ມຮູບ, ແຜ່ນ, ການເຄືອບ, ການປະກອບແລະເຄື່ອງມື. ວັດສະດຸທີ່ເຮັດວຽກກັບເຄື່ອງປະກອບມີໂລຫະປະສົມເຊັ່ນ: 360, 380, 383, ແລະ 413.

ການອອກແບບສັງກະສີ Zinc die / ການບໍລິການວິສະວະ ກຳ ພ້ອມກັນ. ຜູ້ຜະລິດລູກຄ້າຜະລິດກະເປົາສັງກະສີທີ່ມີຄວາມແມ່ນຍໍາ. ການຫລໍ່ແບບນ້ອຍໆ, ການຫລໍ່ຫລໍ່ທີ່ມີຄວາມກົດດັນສູງ, ການຫລໍ່ຫລາກຫລາຍແບບ, ການຫລໍ່ແມ່ພິມແບບ ທຳ ມະດາ, ການເສຍຊີວິດແລະສຽງໂຫວດທັງຫມົດແບບອິດສະຫຼະແລະສຽງໂຫວດທັງຫມົດທີ່ຜະນຶກເຂົ້າກັນໄດ້ສາມາດຜະລິດໄດ້. ສຽງໂຫວດທັງຫມົດສາມາດຜະລິດໃນຄວາມຍາວແລະຄວາມກວ້າງສູງເຖິງ 24 in. ໃນ +/- 0.0005 in. ຄວາມທົນທານ.

ISO 9001: 2015 ຜູ້ຜະລິດທີ່ໄດ້ຮັບການຮັບຮອງຈາກແມັກນີຊຽມ die, ຄວາມສາມາດໃນການຜະລິດລວມມີຄວາມກົດດັນສູງແມກນີຊອນເສຍຊີວິດສູງເຖິງ 200 ໂຕນແລະຫ້ອງເຢັນ 3000 ໂຕນ, ການອອກແບບເຄື່ອງມື, ການຂັດ, ການພິມ, ເຄື່ອງຈັກ, ຝຸ່ນແລະສີແຫຼວ, QA ເຕັມດ້ວຍຄວາມສາມາດ CMM , ການປະກອບ, ການຫຸ້ມຫໍ່ແລະການຈັດສົ່ງ.

ITAF16949 ຮັບຮອງ. ບໍລິການຫລໍ່ເພີ່ມເຕີມປະກອບມີ ການລົງທຶນໃນການລົງທຶນ,ຫລໍ່ຊາຍ,ການຖີ້ມກາວິທັດ, ການຫລໍ່ໂຟມລືມ,ແມ່ພິມ ສຳ ຮອງ,ການຫລໍ່ແບບດູດຝຸ່ນ,ການຫລໍ່ແມ່ພິມຖາວອນ,. ຄວາມສາມາດປະກອບມີ EDI, ການຊ່ວຍເຫຼືອດ້ານວິສະວະ ກຳ, ການສ້າງແບບ ຈຳ ລອງແລະການປຸງແຕ່ງຂັ້ນສອງ.

ອຸດສະຫະ ກຳ ຫລໍ່ ພາກສ່ວນການສຶກສາກໍລະນີ ສຳ ລັບ: ລົດໃຫຍ່, ລົດຈັກ, ເຮືອບິນ, ເຄື່ອງດົນຕີ, ເຮືອ ດຳ ນ້ ຳ, ອຸປະກອນ Optical, ເຊັນເຊີ, ແບບ, ອຸປະກອນອີເລັກໂທຣນິກ, ເຄື່ອງປິດ, ໂມງ, ເຄື່ອງຈັກ, ເຄື່ອງຈັກ, ເຄື່ອງເຟີນີເຈີ, ເຄື່ອງປະດັບ, ເຄື່ອງປະດັບ, ໂທລະຄົມ, ແສງ, ອຸປະກອນການແພດ, ອຸປະກອນຖ່າຍຮູບ, ຫຸ່ນຍົນ, ເຄື່ອງແກະສະຫຼັກ, ເຄື່ອງສຽງ, ອຸປະກອນກິລາ, ເຄື່ອງມື, ຂອງຫຼິ້ນແລະອື່ນໆ.
ສິ່ງທີ່ພວກເຮົາສາມາດຊ່ວຍທ່ານໃນການເຮັດຕໍ່ໄປ?
∇ໄປ ໜ້າ ທຳ ອິດ ສຳ ລັບ Die Casting ຈີນ
→ຊິ້ນສ່ວນຫລໍ່- ຊອກຮູ້ໃນສິ່ງທີ່ພວກເຮົາໄດ້ເຮັດ.
Tips ຄຳ ແນະ ນຳ ທີ່ຖືກປັບ ໃໝ ກ່ຽວກັບ ບໍລິການຫລໍ່ Die
By ຜູ້ຜະລິດ Casting Minghe Die | ໝວດ: ບົດຂຽນທີ່ເປັນປະໂຫຍດ |ອຸປະກອນການ Tags: ການຫລໍ່ອາລູມີນຽມ, ການຫລໍ່ສັງກະສີ, ການຫລໍ່ແມ່ເຫລັກ, ການສະແດງ Titanium, ຈຳ ໜ່າຍ ເຫລັກສະແຕນເລດ, ທອງເຫລືອງຫລໍ່,ຫລໍ່ທອງແດງ,ກຳ ລັງຫລໍ່ວິດີໂອ,ປະວັດຂອງບໍລິສັດ,ອະລູມິນຽມ Die Casting | ຄຳ ເຫັນປິດ







